- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Як насправді виробляються керамічні електростатичні патрони?
Традиційні методи затискання пластин включають механічне затискання, яке зазвичай використовується в традиційній машинобудівній промисловості, і склеювання воском, обидва з яких можуть легко пошкодити пластину, спричинити її деформацію та забруднити її, суттєво впливаючи на точність обробки.

Як еволюціонували вакуумні патрони і чомуКерамічні електростатичні патрониБажано?
З часом були розроблені вакуумні патрони з пористої кераміки. Ці патрони використовують негативний тиск, який утворюється між кремнієвою пластиною та керамічною поверхнею, щоб утримувати пластину, що може спричинити локальну деформацію та вплинути на площинність. Тому в останні роки,керамічні електростатичні патрони, які забезпечують стабільну та рівномірну силу адсорбції, запобігають забрудненню пластин і ефективно контролюють температуру кремнієвих пластин, стали ідеальними інструментами для затиску надтонких пластин.
Як відбувається виробничий процесКерамічні електростатичні патрониВиконано?
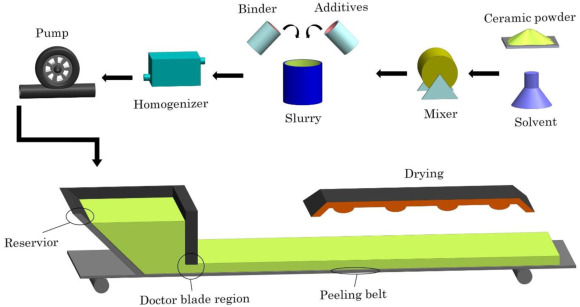
Як правило, використовується технологія спільного випалювання багатошарової кераміки, яка включає такі процеси, як лиття стрічки, нарізка, трафаретний друк, ламінування, гаряче пресування та спікання.
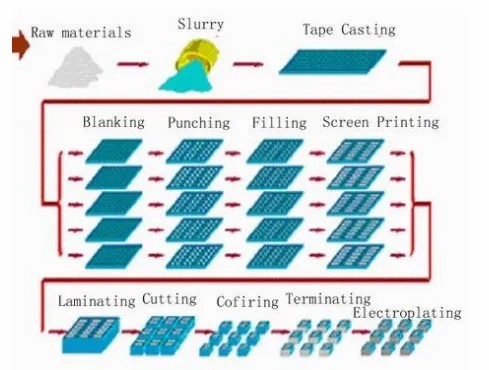
Для кулонівського типуелектростатичні патронишар діелектрика не містить провідних матеріалів. Він передбачає змішування керамічних порошків, розчинників, диспергаторів, зв’язуючих речовин, пластифікаторів і допоміжних речовин для спікання для створення стабільної суспензії. Потім цю суспензію покривають за допомогою ракельного леза, висушують і нарізають, утворюючи зелені керамічні листи певної товщини. Для типу JRелектростатичні патрони, додаткові регулятори питомого опору (провідні матеріали) змішуються для досягнення необхідного опору шару J-R, після чого відбувається лиття стрічки для формування зелених листів.
Трафаретний друк в основному використовується для підготовки електродного шару. Електропровідна паста спочатку наливається на один кінець форми трафаретного друку. Під дією ракеля на трафаретному принтері провідна паста проходить через сітчасті отвори трафаретної пластини та осідає на підкладці. Процес друку завершується, коли ракель рівномірно розподіляє срібну пасту через сітку трафарету.
Зелені керамічні листи укладаються в потрібному порядку (шар підкладки, шар електрода, шар діелектрика) і кількості шарів. Потім вони пресуються разом за певних умов температури та тиску, щоб утворити повне зелене тіло. Дуже важливо переконатися, що тиск рівномірно розподіляється по всій поверхні зеленого тіла, щоб гарантувати рівномірну усадку під час стиснення.
Нарешті, весь необроблений корпус піддається інтегрованому спіканню в печі. Необхідно встановити відповідний температурний профіль, щоб забезпечити контроль над площинністю та усадкою під час процесу спікання. Повідомляється, що японський NGK може контролювати швидкість усадки порошку під час спікання приблизно до 10%, тоді як у більшості вітчизняних виробників швидкість усадки становить 20% або більше.**
Ми в Semicorex маємо досвід у наданні рішень для Керамічні електростатичні патрониіінші керамічні матеріализастосовуваних у секторах напівпровідників і фотоелектричних пристроїв, якщо у вас виникли запитання або вам потрібна додаткова інформація, будь ласка, не соромтеся зв’язатися з нами.
Контактний телефон: +86-13567891907
Електронна адреса: sales@semicorex.com
Попередній:Виробництво мікросхем: процеси тонкої плівки



