- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Чи можете ви подрібнити карбід кремнію?
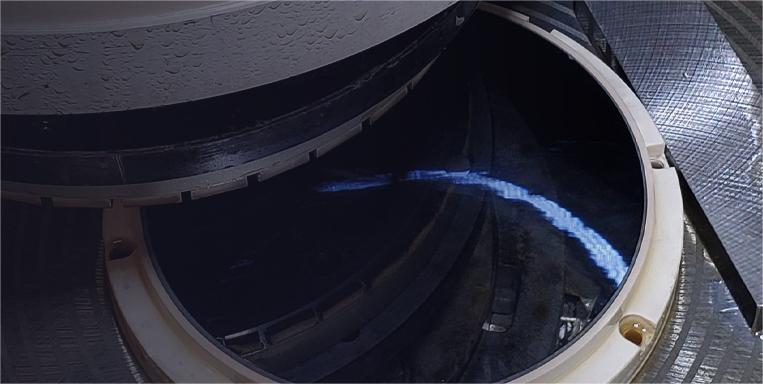
Карбід кремнію (SiC)має важливе застосування в таких сферах, як силова електроніка, високочастотні радіочастотні пристрої та датчики для високотемпературних середовищ завдяки своїм чудовим фізико-хімічним властивостям. Однак операція нарізки протягомSiC пластинаобробка створює пошкодження на поверхні, які, якщо їх не лікувати, можуть розширюватися під час подальшого процесу епітаксійного росту та утворювати епітаксійні дефекти, таким чином впливаючи на продуктивність пристрою. Тому процеси шліфування та полірування відіграють вирішальну рольSiC пластинаобробки. У сфері обробки карбіду кремнію (SiC) технологічний прогрес і промисловий розвиток шліфувального та полірувального обладнання є ключовим фактором у покращенні якості та ефективностіSiC пластинаобробки. Це обладнання спочатку використовувалося у сапфіровій промисловості, кристалічному кремнії та інших галузях. Зі зростанням попиту на матеріали SiC у високопродуктивних електронних пристроях також швидко розвиваються відповідні технології обробки та обладнання, а їх застосування розширюється.
У процесі подрібненнямонокристалічні підкладки з карбіду кремнію (SiC).Для обробки, яка поділяється на дві стадії: попереднє шліфування та тонке шліфування, зазвичай використовують шліфувальні речовини, що містять алмазні частинки. Метою етапу попереднього шліфування є підвищення ефективності процесу за рахунок використання більшого розміру зерна та видалення слідів від інструменту та шарів пошкодження, що утворилися під час процесу багатодротового різання, тоді як етап тонкого шліфування спрямований на видалення шару пошкоджень, які були пошкоджені обробкою. введений попереднім шліфуванням і подальшим уточненням шорсткості поверхні за рахунок використання менших розмірів зерна.
Методи шліфування поділяються на одностороннє і двостороннє шліфування. Технологія двостороннього шліфування є ефективною для оптимізації викривлення та площинностіSiC підкладка, і досягає більш однорідного механічного ефекту порівняно з одностороннім шліфуванням за рахунок одночасної обробки обох сторін основи за допомогою верхнього та нижнього шліфувальних дисків. Під час одностороннього шліфування або притирки підкладка зазвичай утримується на місці за допомогою воску на металевих дисках, що спричиняє незначну деформацію підкладки під час застосування тиску, що, у свою чергу, спричиняє деформацію підкладки та погіршує її площинність. Навпаки, двостороннє шліфування спочатку чинить тиск на найвищу точку основи, змушуючи її деформуватися та поступово вирівнюватися. Оскільки найвища точка поступово згладжується, тиск, що прикладається до підкладки, поступово зменшується, так що підкладка піддається більш рівномірній силі під час обробки, таким чином значно зменшуючи можливість викривлення після усунення тиску обробки. Цей метод не тільки покращує якість обробкипідкладка, але також забезпечує більш бажану основу для подальшого процесу виробництва мікроелектроніки.
Попередній:GaN проти SiC



